Use of AI in photonics rising rapidly


Artificial intelligence (AI) opens up new possibilities for photonics. Even the vision of closed loops in industrial laser applications is becoming feasible with AI-supported inline quality monitoring.
It’s a bit like Star Trek in the field: At full speed, an AI-supported camera system distinguishes young weeds from newly sprouting crops in milliseconds (ms). The necessary intelligence is provided by a neural network that a team from Futonics Laser GmbH has trained for this task using weed images from existing databases.
If the system detects unwanted plants, it determines their exact position, compensates for all vibrations from the crossing, and directs a near infrared (NIR) laser to the growth centers of the individual plants using a scanner. One laser pulse is all it takes, and the weeds are eradicated. Before they sprout again, the crops have won the race to the sunlight.
Pesticide-free weed control
Futonics is systematically driving the technology forward. According to Managing Director Dr. Peter Fuhrberg, the weed lasers will probably operate from battery-powered autonomous vehicles, which is why energy and space efficiency are at the top of the agenda. To achieve that, his team is relying on AI in conjunction with modern simulation tools. In the simulations, fast-switching 2-µm thulium lasers achieve the highest area efficiency per unit of energy used. Since the plants absorb the NIR light extremely well, a laser pulse of 2 ms duration from an 800 watt system is sufficient. According to Fuhrberg, the beam quality, controllability, system reliability, and service life are also good arguments for NIR lasers.
The example shows how AI is giving photonics a boost – and at the same time helping to ground innovations from the outset. As Fuhrberg recently explained at the third AI for Laser Technology conference in Aachen, there are countless design variants with wavelengths ranging from ultraviolet (UV) to mid-infrared (MIR), and different pulse durations and beam guidance designs. He said that the AI-supported preselection of efficient system designs provided development with a sound basis.
AI optimizes industrial laser material processing
Making a wide range of variants manageable is also one of the core tasks in laser material processing – whether it’s cutting, welding, soldering or bending – across the entire process chain. AI is also increasingly helping in photonics. For example, TRUMPF’s AI-based “optimate” solution offers automated component optimization that checks conventional designs and offers alternative versions in laser bent and laser cut sheet metal at the click of a mouse, along with the cost benefits that can be achieved. After all, work steps are usually eliminated, material usage is reduced, and the optimization also leads to weight advantages. Dr. Volker Rominger, Head of Machine Learning & Simulation in Laser Applications at TRUMPF, explained how that works in Aachen. The AI solution is based on thousands of labeled component data on which his team has trained the system. “Today, it predicts the optimization potential with 96 percent accuracy,” he said.
But TRUMPF is taking the use of AI much further. To prevent laser cut sheet metal parts from getting caught, jammed, and tilted, an AI-based solution determines the optimum cutting strategy, along with the best starting point for each component, taking into account a wide range of parameters including the distribution of gas pressure in the laser cutting process, or the position of the sheet metal with a view to the fully automated removal of the cut parts. The machine draws its knowledge from hundreds of thousands of practical examples. AI then also helps with the fully automated recognition and sorting of individual parts. Given the amount of data – up to eight square meters of sheet metal are lasered from a variety of materials, with varying lighting conditions, and randomized human intervention in the process – conventional machine vision algorithms are reaching their limits. “Instead, we use many millions of parameters from a deep neural network, and let the data work for us,” said Rominger. The advantage: Thanks to the large amount of input data, the system becomes increasingly robust in the face of fluctuating data quality. The number of detection errors decreases with each new generation of the neural network, and through the learning effect with each set of data. That works not only with labeled training data, but now also in industrial practice.
AI makes human know-how permanently available
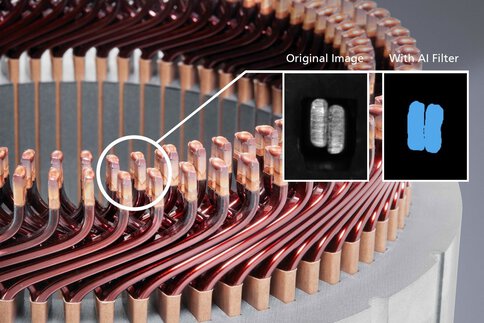
Rominger also reported on AI applications in the future field of electromobility, including the laser welding of hairpins on the copper windings of electric motors. “The camera-monitored process is robust in itself. However, there are variables in the production environment, such as changing lighting conditions, inaccurately paired hairpins, or adjustments in the process chain,” he explained. He said that an AI filter, which evaluates image data in real time and classifies the condition of the hairpin pairs, helps balance out the variances. The AI adapts them and incorporates them into the analysis. This has increased the reliability of quality control to 99.8 percent. OCT (optical coherence tomography) sensor technology, which provides 3D information from the process, also contributes to that. AI helps interpret complex spatial data quickly and accurately.
The combination of AI and optical measurement technology enables previously purely human know-how to be implemented in automated production processes. AI learns quickly, does not forget, and is not affected by fatigue or daily form. “Machine learning is real. We can significantly improve the productivity, reliability, and quality of laser processes, and are currently only seeing the tip of the iceberg in this field of technology,” concludes Rominger. He advised companies that are not yet dealing with AI to overcome their skepticism and start practical pilot projects. The technology is developing rapidly, and is already giving competitors who use AI productivity advantages.
AI makes laser-based manufacturing intelligent
He didn’t have to convince the 50 or more international AI experts at the Aachen conference. It was clear from the lectures and questions from the audience that the participants have long been concerned with the “how” of using AI. Dr. Markus Kogel-Hollacher from the Precitec Group reported that applying AI and machine learning methods is proving useful for more and more applications. “Whether it’s laser cutting, welding and soldering, or 3D measurement technology, wherever we generate data, it produces ideas for using AI to gain valuable information from it,” he explained, saying that the potential was now so great that it was possible to derive what is actually invisible information on the electrical resistance or the strength of welded joints from purely optical data.
Scansonic MI GmbH also makes use of that to optimize inline-monitored laser soldering and laser welding processes. Its ALO4 processing head and the SCeye® sensor system are established for the inline seam tracking of laser-based joining processes in which they detect and document defects. According to Dr. Michael Ungers, AI is now helping detect even the smallest pores, splashes, and other defects in the molten bath. For that purpose, a neural network was trained with labeled image data in order to sensitize it to different error classes. The training is followed by validation and verification in intensive tests to ensure that the AI can also find what it is designed for in unknown customer image data. The data supplied by the sensor in the processing head is analyzed close to the line by an edge computer and then visualized for human users. In the meantime, Ungers’ team has succeeded in increasing the detection accuracy of the neural network to over 98 percent. In addition to labeled training data, it has trained on several thousand data sets from a pilot customer. “By using AI, we can detect pores and splinters less than 0.5 millimeters in size very reliably,” he explained. The next step is to apply the process from laser soldering to laser welding, and to a greater variety of materials. Ungers described the first experiences with it as “promising”. His conclusion: “AI makes laser-based manufacturing intelligent!” Thanks to the more robust and more accurate error detection, he said it would in future be possible to reduce the inspection effort in production.
On the homestretch to the closed loop in laser material processing?
In other words, more quality despite fewer inspections. In the future, AI could also provide recommendations for optimizing ongoing laser processes and help machines adapt autonomously to changes in the process, hence closing loops. That would be a big step toward self-sufficient machines. Prof. Carlo Holly has this goal clearly in mind in his research at the Fraunhofer Institute for Laser Technology ILT and his Chair of Technology of Optical Systems (TOS) at RWTH Aachen University.
He said that photonics was getting better and better at making processes and measured variables visible with sensors. Thanks to the rapid development of hardware, data could now be analyzed in real time. “The findings expand the possibilities for predicting process sequences and optimizing parameterization,” he explained. On this basis, he said that a continuous adjustment of the parameters in the running process based on real-time monitoring – in other words, a self-regulating optimum process flow – was conceivable.
The Fraunhofer ILT was working systematically on implementing this option in terms of process technology. For example, in additive processes, laser material processing, or the automated design of optical systems. A well-trained AI can do in seconds what conventional algorithms used to take hours and days to calculate. Holly presented research on a diffractive deep neural network in Aachen. At the heart of the system are diffractive optical elements (DOEs) in which the radiation is diffracted – and shaped – in different ways. “If we position several DOE layers one behind the other, it produces an optical neural network in which light is used to transmit information,” he explained, saying that this structure, in combination with AI algorithms, formed the basis for automated optical design.
The diffractive deep neural network – a clever development
Initial tests show that the approach works. The team can use it to specifically and robustly adapt highly complex beam shaping to the respective application. In the established design, the laser is directed toward the workpiece. Where the laser acts on the workpiece and with what intensity can be determined through the arrangement of mirrors, lenses and other optical components. However, it is too complex to use that to control the subsequent temperature distribution on the workpiece. Holly and his team want to change that and are therefore adopting a backward design approach. Based on the optimum temperature distribution, they let the neural network calculate the ideal path back to the laser beam source. With a conventional design, this would be doomed to fail due to the typically many thousands of degrees of freedom. AI does not shy away from this complexity; it can be used to optimize the design quickly and accurately.
With AI, photonics seems to have reached the home stretch to the closed loop. In the long term, AI could even learn self-supervised, without human trainers. At the Fraunhofer ILT, learning processes like these without manual labeling are already showing good results when they are based on clearly defined classifications. “The algorithms then identify relevant structures and similarities, which they use to sort the sensor data independently,” explained Holly. The potential of AI in photonics is huge – and as the Aachen conference impressively demonstrated, this is indeed only just the tip of this technological iceberg.